Our company M-D-J, spol. s r.o. (hereinafter M-D-J) has developed its own maintenance system VOIS-TPM (VOIS - production-oriented information system, TPM - total productive maintenance), which meets all the functions of modern maintenance systems, has modules:
- Maintenance activity records (preventive and corrective)
- Implementation of autonomous maintenance - maintenance reporting
- Native maintenance calendar
- Measurement and evaluation of maintenance parameters (OEE and others)
- Integration of maintenance activities with relevant documentation
Reporting within the project Construction of technology for high-efficiency combined production of electricity and heat in Teplarna Košice, a.s., 4 CHP units were installed and put into operation with an electrical output of 4x 9.375 MWe and a thermal output of 4x 8.598 MWt at an output hot water temperature of 90°C maximum and a return water temperature of 60°C maximum. The gas engines generate electrical and thermal energy according to the investor's needs with the possibility of fast start-up for the provision of support services and supply needs to the hot water and electricity grid.
This new generation technology is integrated into the existing generation infrastructure of steam boilers, turbine-generators and electric boilers year-round, in both summer and winter operation. In the UPM production and maintenance tree, the new technology has been located at the level of the Machine Shop hall as the CHP technology unit (hereinafter KGZ), where the individual CHP units are the production units KGJ1 to KGJ4. In terms of control systems, the entire technology is controlled by PLC control systems with ControlLogix® 1756-L85E processor modules and PowerFlex® 753 frequency converters from Rockwell Automation®, connected in a circular redundant network. The IaRS architecture, shown in Fig. 1, consists of four slave control modules for individual CHP units KGJ1 to KGJ4. Each cogeneration unit from the control perspective consists of a generator (G), a gas engine (PM), a generator control unit (GCC), a gas engine control unit (ECC) and associated process parts.
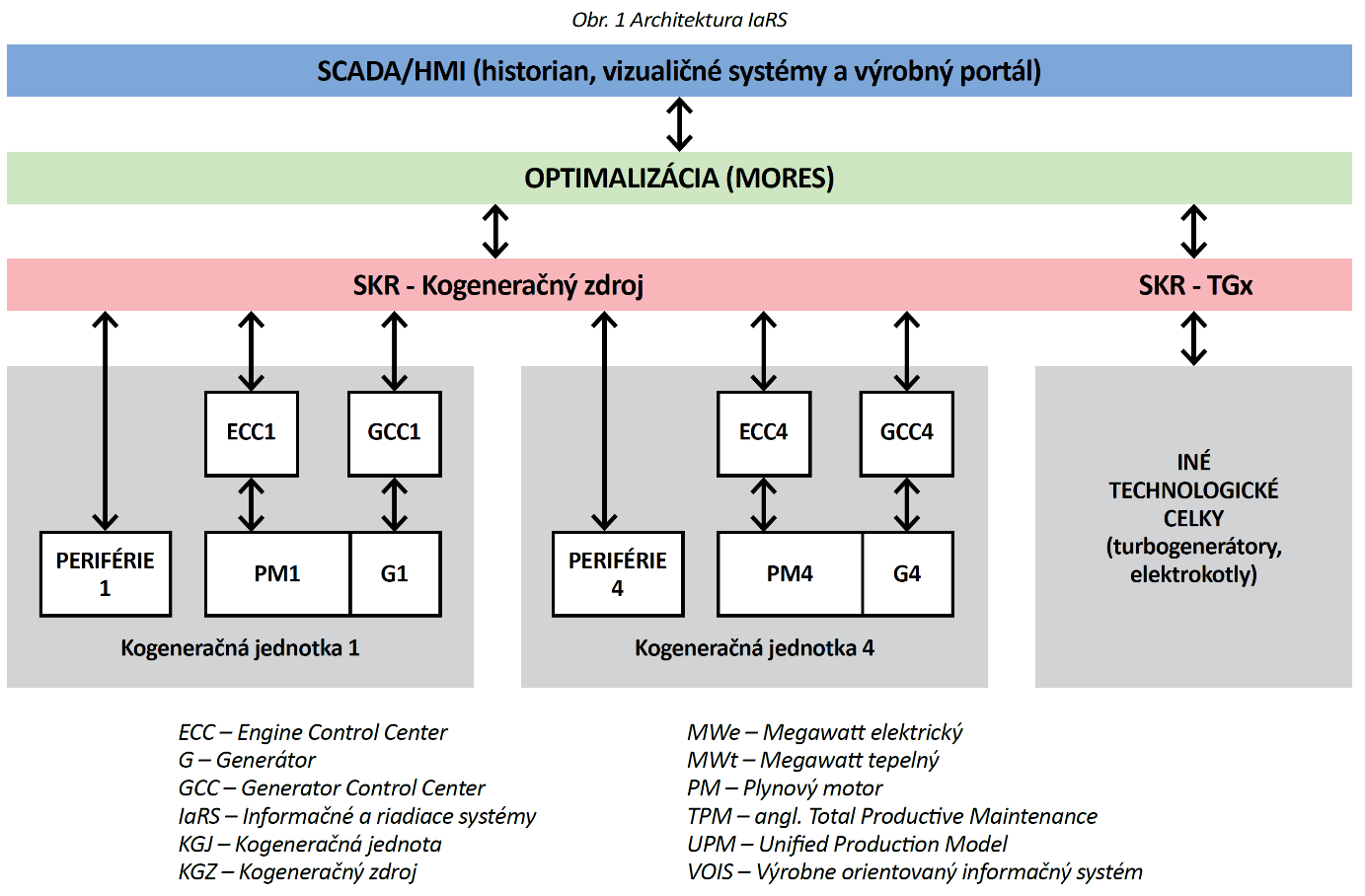
The control system of the SKRKGZ cogeneration source is the master central control module for all cogeneration units. Above the cogeneration source system is the MORES control module (multifunctional optimisation control and energy system), integrating all existing SKR-KGZ and SKR-TGx power and heat sources, which optimally schedules the production of electricity and heat to the individual generating units.
All process variables are historicized in a central historization system, above which is the production portal. The production portal also includes the VOIS-TPM production technology maintenance module.
In the case of the energy sector, which is the primary sector of the economy, it is essential to have all preventive maintenance work carried out on individual machines and equipment without delay.
Moreover, CHP units are quite sophisticated units to maintain. Corrective maintenance activities, if they occur, must also be dealt with very efficiently so that downtime for heat distribution to the municipal grid is minimal. Most maintenance systems operate in parallel and relatively "independently" of the control systems.
Preventive actions are entered into them in isolation, actions are time-initialised based on the time cycles of their execution and only rarely are they event-initialised, e.g. based on motor hours of operation. In this project, however, there was a requirement to modify the maintenance system so that the entire procedural logic for scheduling maintenance activities would be implemented directly at the level of the central control system SKR-KGZ.
For each preventive maintenance activity, a three-dimensional array preventive_activity_n[i][j][k] was created, where each array index represents (Fig. 2):
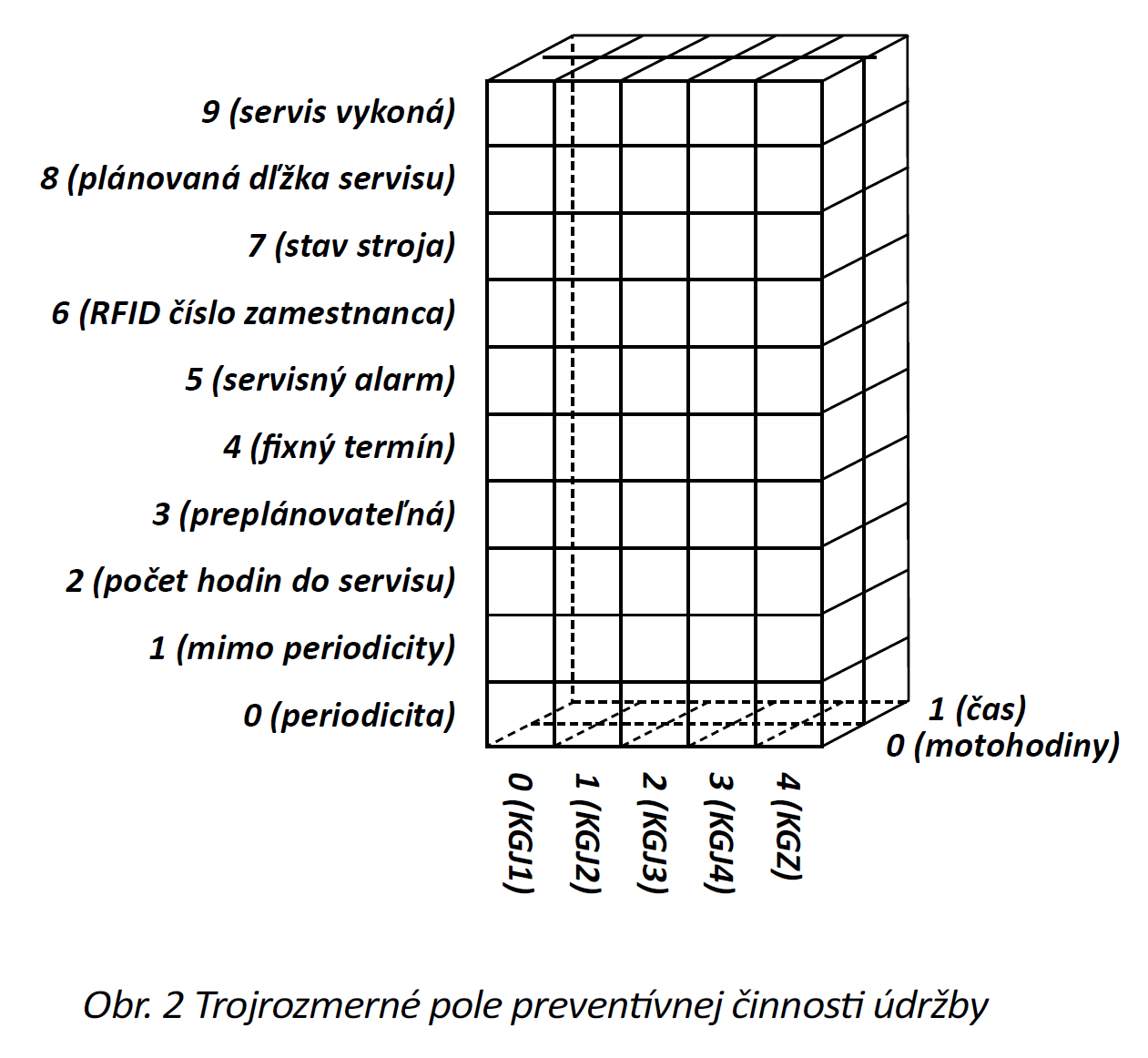
i. KGJ unit index
(0 - KGJ1, 1 - KGJ2, 2 - KGJ3, 3 - KGJ4)
j. Preventive action initiation index
(0 - initialized by motor hours, 1 - time initialized)
k. index of the parameter defining the preventive action
(0 - periodicity, 1 - out of periodicity, 2 - number of units to be serviced, 3 - reschedulable, 4 - fixed term, 5 - service alarm, 6 - employee RFID, 7 - machine status, 8 - scheduled execution time, 9 - service executes)
At the Production Portal level, all preventive action data is displayed directly from the historian, where all field elements are historized as separate points.
Incorporating the maintenance programme logic directly into the central SKR-KGZ system has brought several advantages:
1. The scheduling of energy production is linked to precise information on planned maintenance activities directly in the PLC, where individual CHP units can be scheduled for operation or taken out of operation based on the service schedule, or with regard to service hours and wear and tear, according to the range of electrical output.
2. Historisation of all service process variables together with other process variables in one central historian database, without the need to connect to other SQL and NoSQL databases for data correlation. In this way, the process of recording maintenance activities is integrated with events in the production technology, which significantly simplifies reporting. In this project, for example, the opening and closing signals of the control cabinet doors are also historicized.
3. Maintenance notification system via emails and SMS messages to key maintenance personnel directly from the Asset Framework.
At the Production Portal level, all preventive action data is displayed directly from the historian, where all field elements are historized as separate points.
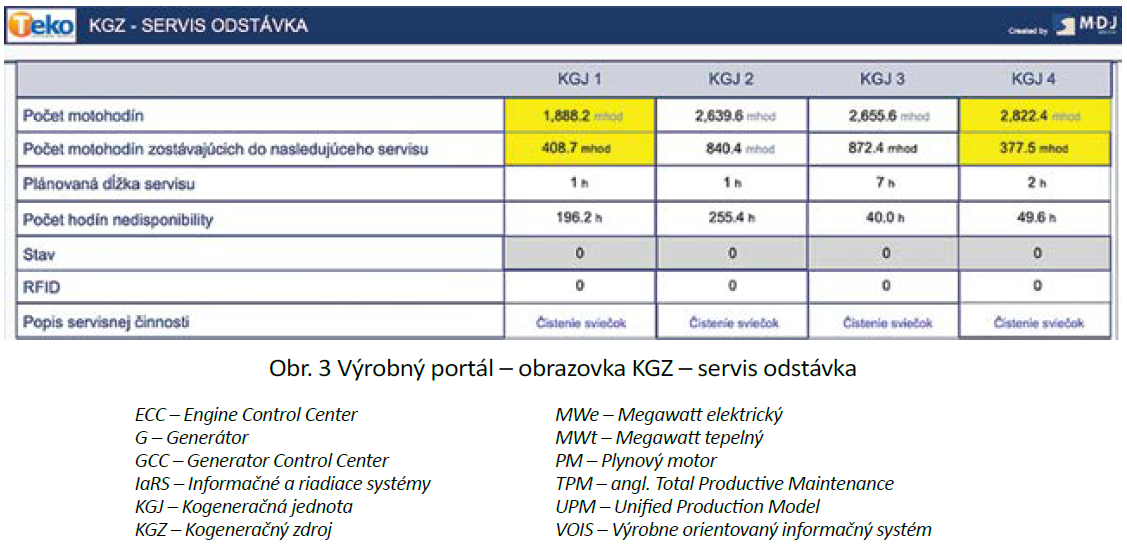
Fig. 3 shows an example of the service screen from the production portal, where the parameters of the service actions for each CHP unit are listed.