


Contact person:
Ing. Dušan Zis, dusan.zis@mdj.sk, +421 905 579 477
Description of functions/solutions
- Equipment functions - unlocking and locking of anode blocks on transport pallets
- The unlocking device is placed next to the pallet conveyor with the anode blocks at the pallet loading and unloading point
Activities performed
- Mechanical design and implementation
- Electrical design and implementation
- Manipulator programming
- Control system programming
- Visualisation programming
- Measurement and control (MaR)
DESCRIPTION OF THE SOLUTION
The workstation consists of two identical and equivalent stands. On each of them there is an extendable arm operated by a pneumatic actuator with the possibility of stopping also in the intermediate position, since it is equipped with a brake after the control signal is switched off. On each arm there are two locking/unlocking jigs driven by electric actuators. Both the pneumatic and electric actuators are equipped with a device which allows (under specified conditions) to move the jigs even after the actuators have been switched off and the power supply disconnected.
The control system of the device is controlled by means of an MS1 control panel with HMI touch panel and an MS2 control panel. The process visualization is realized by means of control panel beacons, signal beacons and HMI touch panel.
The whole assembly includes two identical pull-out devices with safety lever switches. The pull-out device consists of the following parts:
- movable frame - extendable part
- linear guides - allow sliding movement of the frame forwards or backwards
- pneumatic cylinders - ensure the frame is driven forwards or backwards
- power chains - protect and guide the moving cables from the linear actuators and from the limit switches
- linear electric actuators - ensure that the "U" tentacles of the locking levers on the pallet move perpendicular to the direction of movement of the frame
- lever switch - so-called "U" gripper with the possibility of modifying the distance of the arms
- hydraulic damper for extreme positions - dampens the range of the extension arm to the extreme positions
- laser sensors - detect the presence of the pallet and the current status of the anode block (used or new)

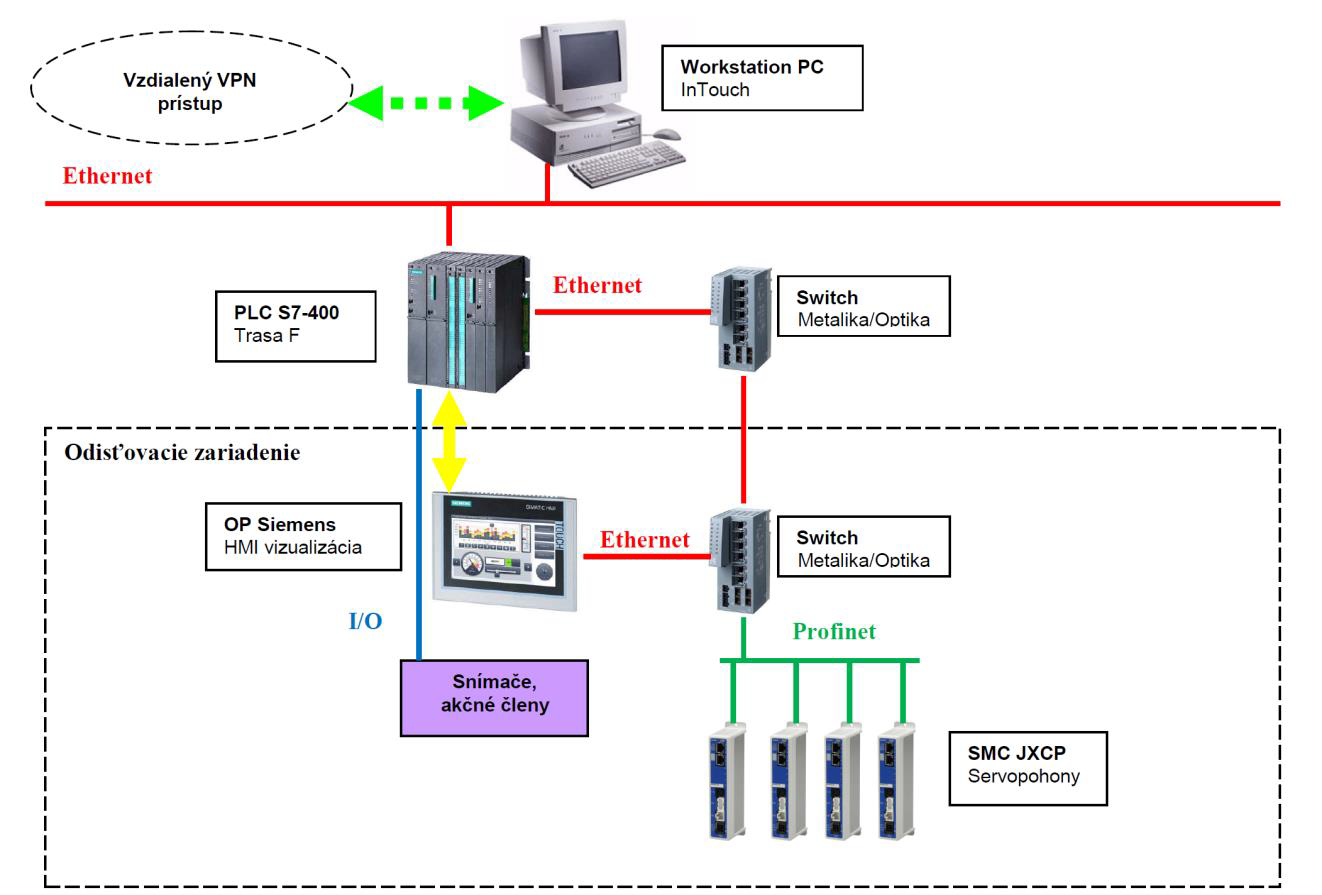
Control system structure
The control system for the fusing device consists of the pre-existing SIEMENS S7-400 PLC and the SIEMENS operator panel. All sensors and actuators, except for the SMC actuators, are controlled directly via digital or analogue cards from the main PLC rack. The SMC servo drives communicate with the PLC via Profinet and via an optical/metallic interface.
APPLICATION AREAS
- Heavy metallurgical industry
- Mechanical engineering


